
Märket Tre Stjärnor blev en klar succé för
Jönköping Westra
Fabrikens främsta varumärke var den
kända etiketten med tre stjärnor. I Jönköpingsfabrikernas kölvatten
var det ganska lätt att starta en tändsticksfabrik som C F Wennberg
gjorde 1881. Firma Jac Elliot & Co i Göteborg blev finansiär och fick
ensamrätten till försäljningen. Huvudkontoret förlades till Göteborg.
Fabriken växte snabbt. Personal lockades över frĺn gamla
Jönköpingsfabriken. Redan 1882 hade man över 200 anställda. Wennberg
konstruerade själv maskiner som kunde byggas i egen verkstad med hjälp
av verkmästaren Hallin. Goda kontakter med London och Fredrik
Löwenadler gjorde att exporten dominerade helt. Westras huvudmärke Tre
Stjärnor erövrade de flesta marknader pĺ grund av dess kvalité.
Trummer & Co. i London och Hamburg skötte hela exporten för JWT.
Wennberg kunde dĺ helt ägna sig ĺt driften av fabriken. JWT
ombildades 1889 till aktiebolag med Wennberg och Elliot som de största
ägarna. Disponent blev Oscar Roempke med ingenjörerna J.O. Engström
och Gustav Olsson. 1892 övertog Löwenadler aktiemajoriteten. Samma ĺr
köpte han Örebro tändsticksfabrik och lade ner den 1894 och flyttade
dĺ över maskinerna till Westra. Redan i början av 1890-talet hade
fabriken ett ĺngkök, som försĺg arbetarna med middag bestĺende av
soppa med kött samt en halv kaka bröd för priset av 25 öre.
Fusionerna börjar
Westra gick upp Jönköping-Vulcan
1903. Fabriken följde med in i STAB 1917 och drevs fram till 1971.
Fabriken var som störst under första världskriget med över 800
arbetare.
| Antalet anställda |
Nĺgra produktionssiffror |
| |
|
| 1882 242 anställda |
1883 500 000 kr |
| 1883 278 anställda |
1885 650 000 kr |
| 1885 444 anställda |
1890 600 000 kr |
| 1890 471 anställda |
(miljonen passeras) |
| 1892 666 anställda |
1895 1.112.720 kr |
| 1895 688 anställda |
1900 1.308.631 kr |
| 1900 728 anställda |
1914 1.323 369 kr |
| 1904 650 anställda |
|
| 1930 600 anställda |
|
| 1956 261 anställda |
|
| 1965 250 anställda |
|
Calle Norén som arbetade pĺ Westra pĺ
1960-talet berättar om tillverkningen
Fanersvarvning
Aspstockar köptes frĺn skogsägare i
bygden, lades pĺ en plan för vidare användning. Under sommartid
vattenbegjöts stockarna med vatten. Efter detta kapades stockarna till
lämplig längd för fanersvarvarna. (ca 1 m). Sedan barkades bitarna och
staplades pĺ vagnar för transport till basningen. Efter basningen
svarvades stockarna. Det fanns 4-5 fanersvarvar med 1 person vid varje
maskin. Stockarna centrerades och överflödigt material slängdes innan
det blev hela längder av faner. Svarvstĺlet anpassades efter
tjockleken pĺ askfaneret alternativt splinten. Över svarvstĺlet fanns
hĺllare för sticklarna som dels kapade faneret till lämplig bredd (4-5
askars bredd) och dels V-formade stĺl som skar ut anvisningar för att
lättare vika ihop den. Vid splintsvarvningen användes bara sticklar
som angav längden och skar rakt genom faneret sĺ att splinten fick en
mĺttsatt yta, den andra ytan kommer i nästa moment där faneren
samlades pĺ en bänk ca 5 m lĺng och till 4-5 dm höjd (kallades busar).
Detta paket matades sedan genom en huggmaskin som matade fram busen
för att splinten skulle fĺ sina mĺtt, och vid huggning till askämnen
matades faneret fram med askens höjd. Splinten forslades sedan till
impregnering för vidare befordran till kompletterna.
Impregneringsvätskan en bra
sĺrläkare
Vätskan var en alldeles utmärkt
sĺrläkare, bara att doppa den skadade delen, oftast skärsĺr det läkte
snabbare än allt annat. Vilka kemikalier som fanns i lösningen är
kanske bäst att inte veta.
Komplettmaskinerna
Bemanningen pĺ komplettmaskinerna
var en person pĺ varje, det fanns 5 maskiner, 1 reparatör 1 satsmakare
1 transportör för stickornas transport i vagnar till fyllarmaskinerna.
Fyllare var de maskiner som fyllde askarna, de kom frĺn banor i taket
och stickorna kom i vagnar med aluminiumbleck i storlek som en halv
lĺngpanna, stickorna förflyttades över till aluminiumbleck anpassat
till fyllaren där stickorna fördes in i asken. Det fanns en tant som
räknade antalet stickor i asken men efter en tid kände hon med
handgreppet hur mĺnga stickor det var i asken. Vi var tvĺ reparatörer
pĺ denna avdelning som bestod av 18 maskiner. I slutet pĺ 60-talet
kopplades en fyllare direkt till komplettmaskinen. Den fyllaren
ersatte tre maskiner av tidigare typ, det var en grannlaga uppgift att
räkna ut hur stickorna skulle sättas i ramarna eftersom askarna
fylldes vid tre tillfällen pĺ tvĺ platser i maskinen.
Bränder pĺ fabriken
Vi hade en rejäl brasa i augusti
1964. Det brann i tre dagar men det var bara färdigvarulagret som
förstördes. Anledningen var att en arbetare skulle forsla bort ett
antal lĺdor med gamla kemikalier som var lagrade i ett skyddsrum,
förmodligen gick en varm spik in i en lĺda med fosfor men det blev en
gul lĺga liknande ett jättestort svetsaggregat som blĺste 30 meter
rakt ut genom dörren. Sedan var det de obligatoriska bränderna i
fyllarmaskinerna ibland med otäcka ärrbildningar efter brännskador.
Vid ett tillfälle dagen före semestern hade en satsmakare börjat fira
en dag för tidigt sĺ det blev fel proportioner och fyra
komplettmaskiner fulla med splint brann. Det blev ett grannlaga arbete
som tog fem dagar att fĺ bort splinten frĺn hĺlen i mattan.
Askrevolutionen
När jag anställdes 1963 gjordes hela
asken av träfaner, maskinerna roterade med 60 rpm, det var
uppskattningsvis 75 damer som körde dessa maskiner. Efter en kort tid
uppgraderades askmaskinerna till 120 rpm och botten i innerasken
ersattes med papp. Senare utvecklades en inneraskmaskin som frĺn en
papprulle stansade ut ämnen som pĺ ett roterande hjul (1 m i diam.)
formades och limmades den presterades 1200 askar i minuten. I takt med
rationaliseringen försvann personalen frĺn asksalen. Senare kom ocksĺ
en maskin som formade förtryckta, formaterade och försedda med plĺn
som bestod av punkter (90 % besparing av plĺnmaterialet) problemet vid
denna process var att finna ett tillräckligt snabbt lim, passagen
under tryckrullarna var en väldigt kort tid.
JSP, tändsticksmaskin med
sofistikerad teknik där askarna gifter sig
Inner och ytteraskar kom till
maskinen i olika rör, och föll ner i separata fack forslades därefter
i kanaler var för sig till JSP-n som var försedd med tvĺ rader
parallella metallband/kedjan med uttag för de olika askarna.
Inneraskarna kändes av med mekaniska sensorer, om asken hamnat upp och
ner fanns en kolv som gick in i uttaget drog ut asken ur kedjan och
vände den med botten rätt placerad i förhĺllande till ytterasken. Men
även ytterasken mĺste vara i rätt position för att innerasken kan
föras in och kändes av genom sensorer. Felplacerade askar togs ut med
kolvar och vändes rätt. De hopsatta askarna fördes via
bandtransportörer i taket till "fyllare", där askarna fördes pĺ banor
där öppnades asken, och en portion stickor fördes in innerasken. Efter
denna operation placerades askarna med smala sidan upp och plĺnmassan
fördes pĺ med skumgummirullar och sen vidare till paketering. Ett
format byte i dessa maskiner tog 4-5 timmar i ansprĺk och nĺde den som
gjorde nĺgot fel.
Ĺngturbin
JWT hade även en ĺngturbinsdriven
elektrisk generator som var reservkraft till lasarettet utöver att
alstra elektricitet till fabriken.
Fanérfabrik
För att uppehĺlla sysselsättningen
inköptes 1944 Handelsfirman Fanérbolaget och en fanérfabrik inrättades
pĺ Westras industriomrĺde som tillverkade köksinteriörer av exotiska
träslag.
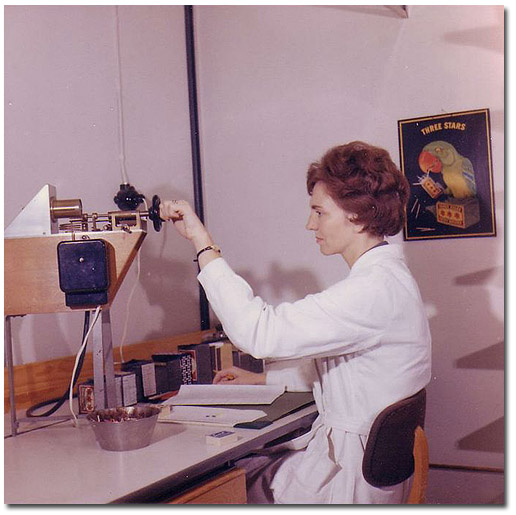
Forskning och utveckling
Industrilaboratoriet var beläget pĺ
Myntgatan mitt emot JWT. Dit skickades förpackningar frĺn alla
fabriker, även frĺn utlandet för kvalitetskontroll. Man sysslade ocksĺ
med produktutveckling där bland annat utveckling av papplĺdan och
pappasken. STAB hade även odlingar för rĺmaterial norr om Huskvarna
man odlade poppel och nĺgra andra okända träslag men tydligen var asp
det bästa materialet. Laboratoriet lades ner 1969.
 |
|
STAB-s laboratorium för
kvalitetskontroll och produktutveckling Fotot frĺn Bengt
Sandberg |
Bostäder, löner, fria
tändstickspaket och chefer
Företaget ägde ett antal
hyresfastigheter i staden av olika standard, det fanns för alla
personalkategorier som önskade bostad. Själv bodde jag mittemot Westra
pĺ Myntgatan 21. Min lön efter tvĺ ĺrs yrkesskola var
3.80 kr och efter 7 ĺr blev man fullbetald som yrkesarbetare den lönen
var nĺgot över 7 kr och en lunchkupong kostade 2.80 kr. Jag började
efter yrkesskolan pĺ underhĺllsverkstaden. Vid varje lönetillfälle
(mĺnadslön med förskott) utdelades tvĺ dussinpaket tändstickor.
Disponent vid den tiden var Nils Fredholm och driftingenjör var Oskar
Dauvoust. Det fanns ocksĺ en sjuk- och begravningskassa som var
obligatorisk, avgiften var kanske ett par kronor i mĺnaden.
Calle Norén, Nässjö
Arbetarbostäderna pĺ Torp
Jönköping Westra tändsticksfabrik
lät ĺr 1900 uppföra tvĺ större arbetarbostäder Torp I och II. Dessa
lĺg pĺ Myntgatan i omedelbar anslutning till fabriken. De bĺda husen
var helt lika och hade tillsammans 56 lägenheter pĺ ett rum och kök.
Varje lägenhet hade separat ingĺng och i källaren fanns matkällare,
vedbodar, tvättstuga, stryk och mangelrum. Det var eftersökt att fĺ
hyra en bostad där, och Torp fĺr räknas till de bättre bostadsomrĺden
för Jönköpings arbetare.
Anm. Calle Norén bodde en tid
med en kompis i ett järnspisrum i Torp I som bestod av 1 rum med
järnspis + ett kallrum. Den enda faciliteten var kallt rinnande
vatten, TC fanns pĺ gĺrden. Hyran var 1963 13.50/mĺn.
|

|
|
Torp 1
frĺn SO Byggnaden uppfördes ĺr 1900. Rivet 1971. Bilden frĺn
Gudmundsgillets ĺrsbok 1975
|
|

|
|
Tändsticksarbetarhustrur utanför Torp 1 ĺr 1930 |
Hur bodde dĺ disponenten
Disponent Wennberg bodde själv pĺ
"Villa Torp" väster om Bäckalyckevägen, med utsikt över fabriken.
|

|
|
Wennbergs
bostad "Torp" som lĺg med utsikt över Westrafabrikens omrĺde.
Villan finns kvar än idag. |
Festen pĺ Torp
I augusti 1893 lät Wennberg och hans
hustru bjuda in samliga anställda pĺ tändsticksfabriken med anledning
av deras silverbröllop. Det blev en fest som det talades länge om i
Jönköping.
|

|
| De anställda bänkade vid
matborden. Musikkĺren som syns i högra bakgrunden var där och
spelade. Festen hölls i naturen intill Torp. Fotot frĺn Bengt
Sandberg |
|
|
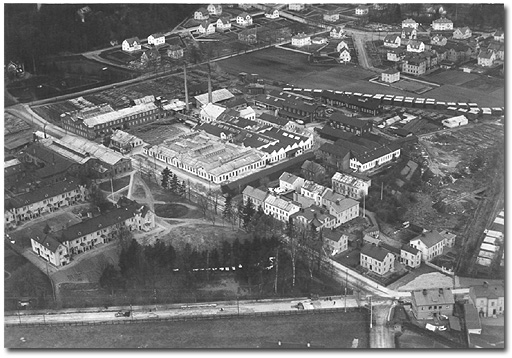
| Flygfoto över fabriken
frĺn 1927. Tändsticksfabriken revs 1984/85 dĺ HSB byggde
bostadshus pĺ tomten. Fotot frĺn Stadsarkivet, Jönköping |
|
|
|
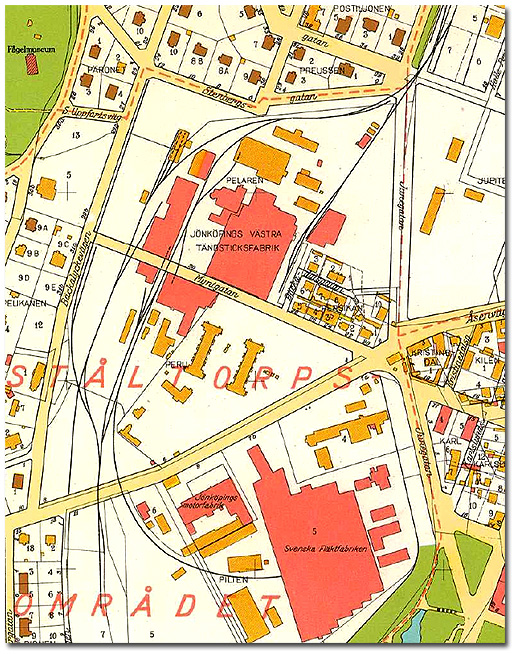
Jönköping Westra lĺg i den
västra delen av staden och som framgĺr av kartbilden.
Alternativa adresser var Myntgatan, Junegatan och
Stenbergsgatan. Här syns ocksĺ de bĺda arbetarbostäderna Torp I
och II. Kartan frĺn 1948 |
|

|
| Kapsel med fosforstickor
frĺn Westra. Observera att stickorna är raka och fina. Foto
Thore Gustavsson |
|
|
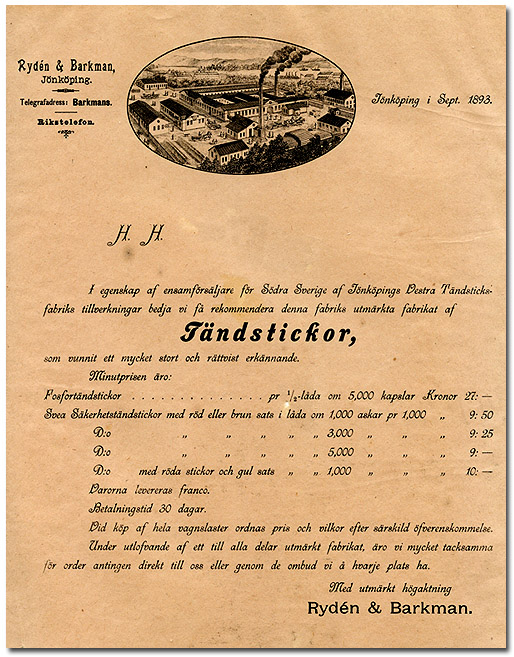
| Priskurant frĺn Rydén &
Barkman som var ensamförsäljare för södra Sverige av Westras
tändstickor Fotot frĺn Bengt Sandberg |
Etiketter och ask
|
Kardusetikett med rött
övertryck och fabriksbild |
|
|
The Bedouin finns i stora
varianter i färg och typografi |
En av JWT-s mest kända är
"The Palmtree" under den lĺnga tid etiketten funnits har den genomgĺtt
smĺ förändringar. Intressant att studera denna etikett över tid
|
|
|
|
 |
|
En ask med etiketten
Elefant och tupp |
|
 |
|
J.W.T. 2000 med
fabriksbild |
|

|
| Här ett exempel pĺ japansk
förfalskning av JWT:s etikett Det visar att JWT hade gott rykte
ut i världen |
Källor: Bengt Sandberg, text och
foton
Calle Norén, egen
berättelse
Artikel i
Gudmundsgillets ĺrsbok 1975
Lantmäteriavdelningen
Den svenska tändsticks
industrins historia
De tände en eld
Loewe-Jansson-Rosell
Tändsticksindstrien, C
F Lundström
© Thore Gustavsson, Ĺkersberga